
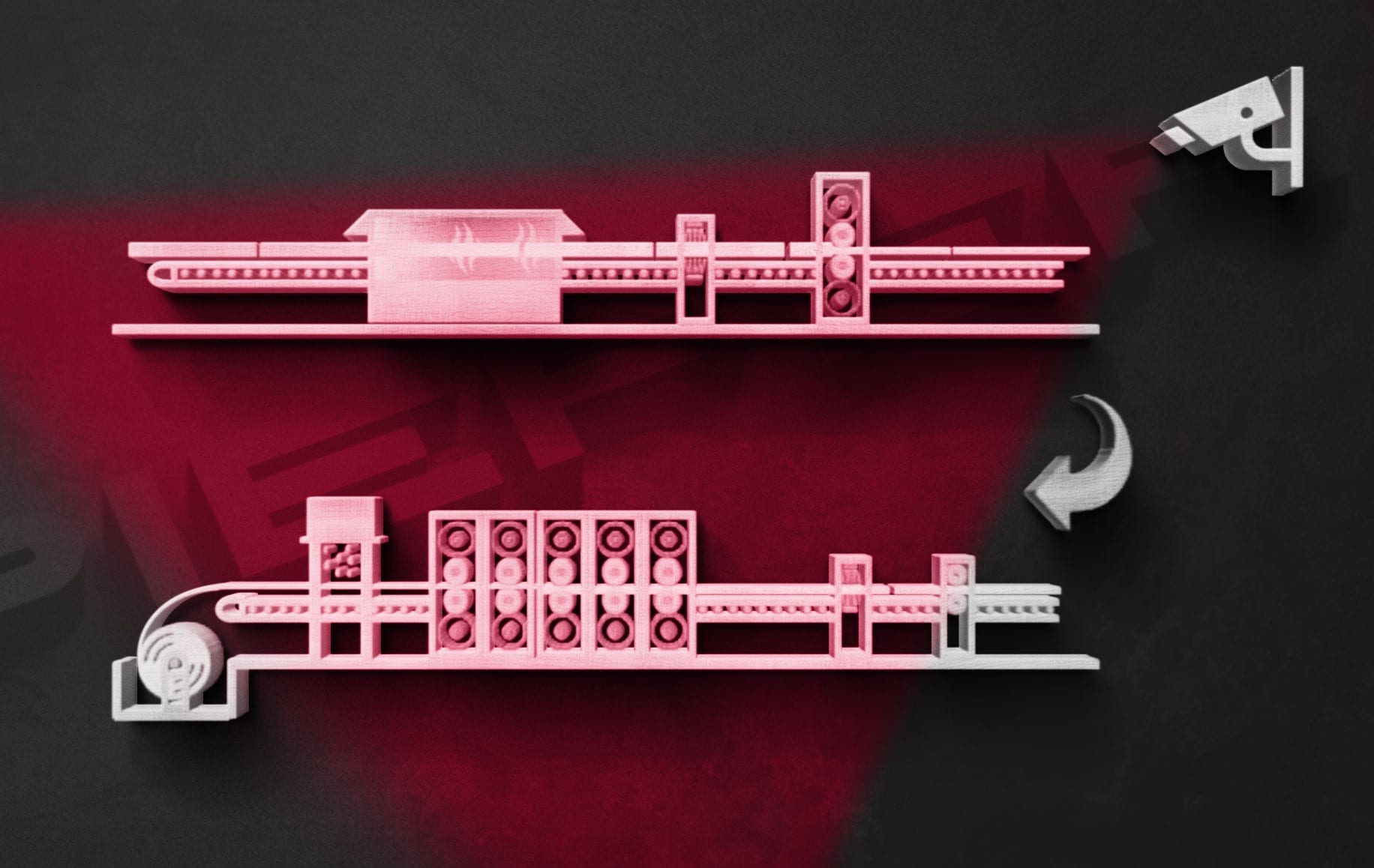
Visión general y control en la producción de productos planos largos o anchos en el tren de laminación en caliente
Los productos planos largos o anchos se fabrican en el tren de laminación en caliente. Para ello, el acero se calienta primero a temperaturas de hasta 1.260 °C en un horno de viga móvil, de empuje o de solera giratoria y se libera de las incrustaciones. A continuación, el producto pasa por una línea de rodillos a través de un tren de laminación, donde se le da forma de láminas, carriles o alambre, por ejemplo. En la transformación del acero plano, la chapa se enrolla en bobinas en máquinas enrolladoras y se transporta a un tren de laminación en frío para su posterior transformación.
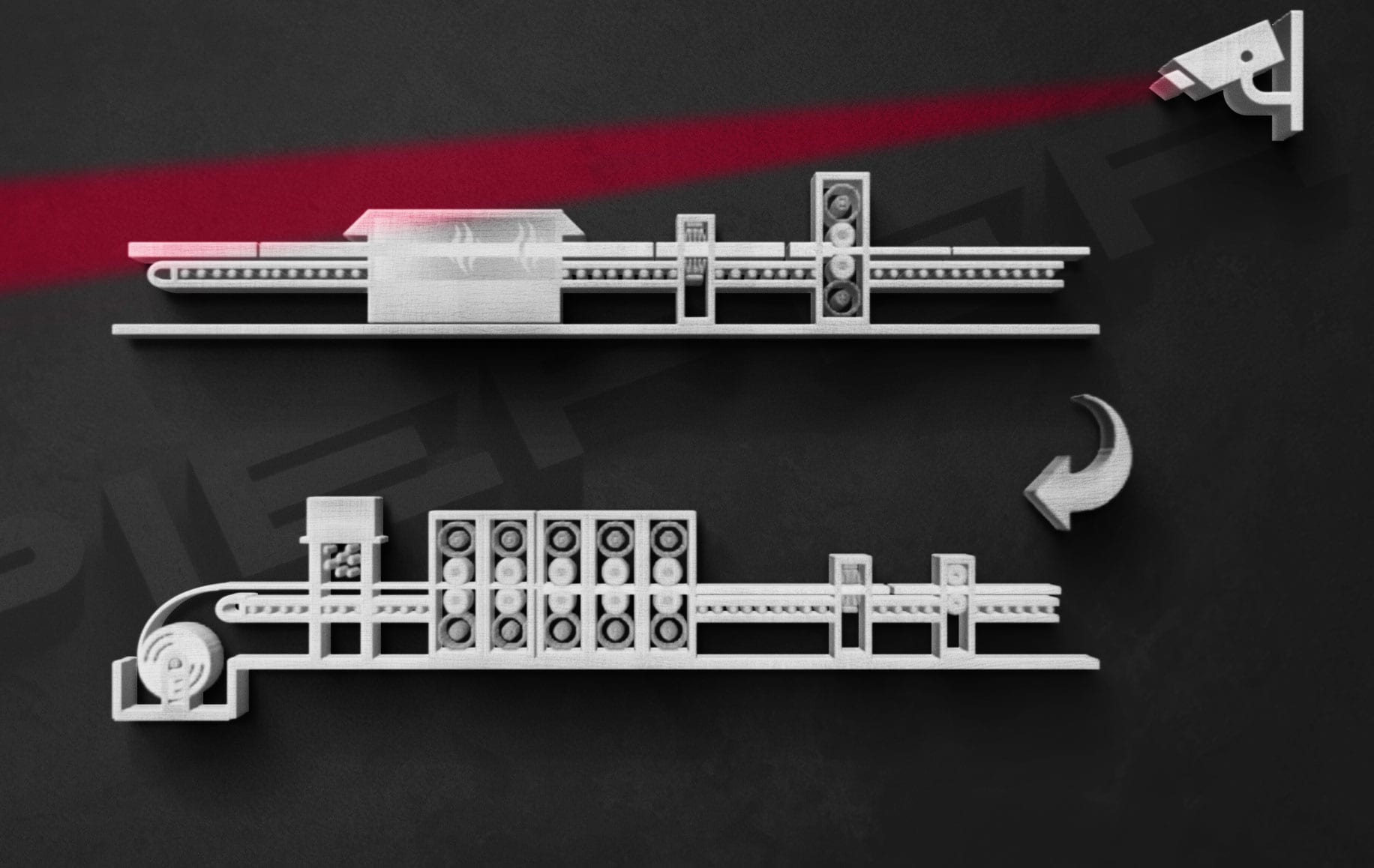
CÁMARAS DE VISIÓN GENERAL
La supervisión del proceso, que se centra en el seguimiento y la evaluación detallados dentro de una cadena de producción, no debe dejar de lado la observación visual de toda la planta. Para ello, las cámaras de visión general se instalan de forma que proporcionen una imagen global de la producción en curso. Las imágenes generadas de este modo llegan al centro de control a través de una transmisión en directo, de modo que las averías que surjan puedan detectarse en una fase temprana y no sea necesario interrumpir la producción.
Además de evitar las costosas paradas de producción, el medio ambiente también se beneficia: un sistema de filtrado defectuoso, por ejemplo, puede detectarse más rápidamente, ya que un cambio en el color de los gases de escape suele indicarlo. La sala de control puede así tomar medidas inmediatas y contrarrestar los peligros.
Al mismo tiempo, el uso de cámaras de visión general aumenta la seguridad laboral del personal especializado que trabaja directamente en el equipo: La detección precoz de una avería, que el empleado in situ puede no percibir, reduce al mínimo el riesgo de accidente.

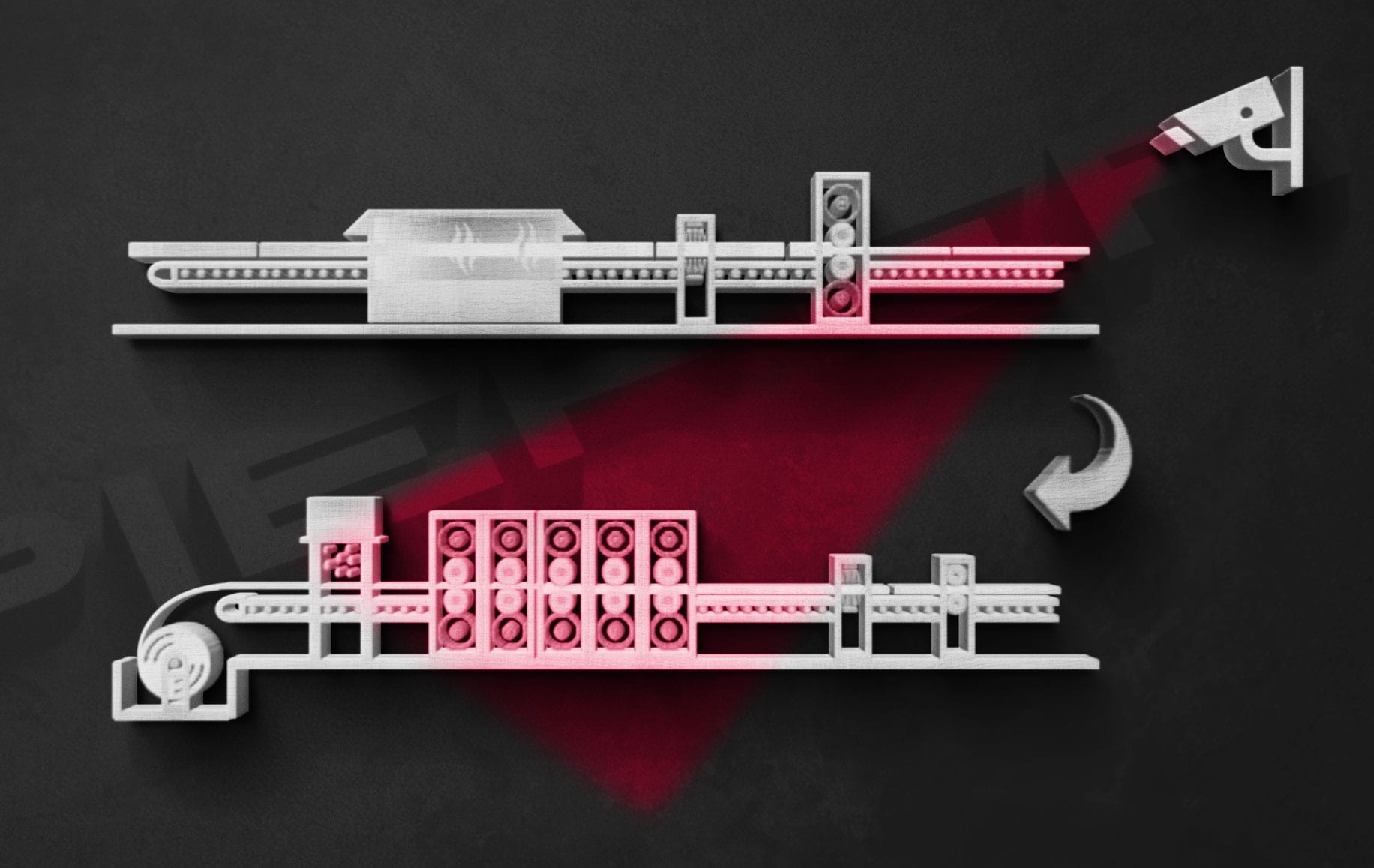
ALMACENAMIENTO DE LOSAS / CAPTURA DE CÓDIGOS DE BARRAS
Para obtener una visión general y un control, el almacén de losas se suele vigilar con la ayuda de cámaras visuales. Además, la observación general del almacén también sirve para aumentar la seguridad laboral. Los peligros potenciales, que el empleado individual puede tener dificultades para reconocer in situ, son reconocidos más rápidamente por el centro de control, que tiene una mejor visión de conjunto; los accidentes pueden evitarse.
Además, en algunos casos los productos están provistos de códigos de barras en lugar de marcas de perforación, que proporcionan información para su posterior procesamiento sobre la longitud, la aleación, etc. Antes de cargar en el horno de viga móvil o de empuje, los códigos de barras se escanean y almacenan. Dependiendo de los requisitos, esto también sirve como parte de una documentación completa de todo el proceso de producción.
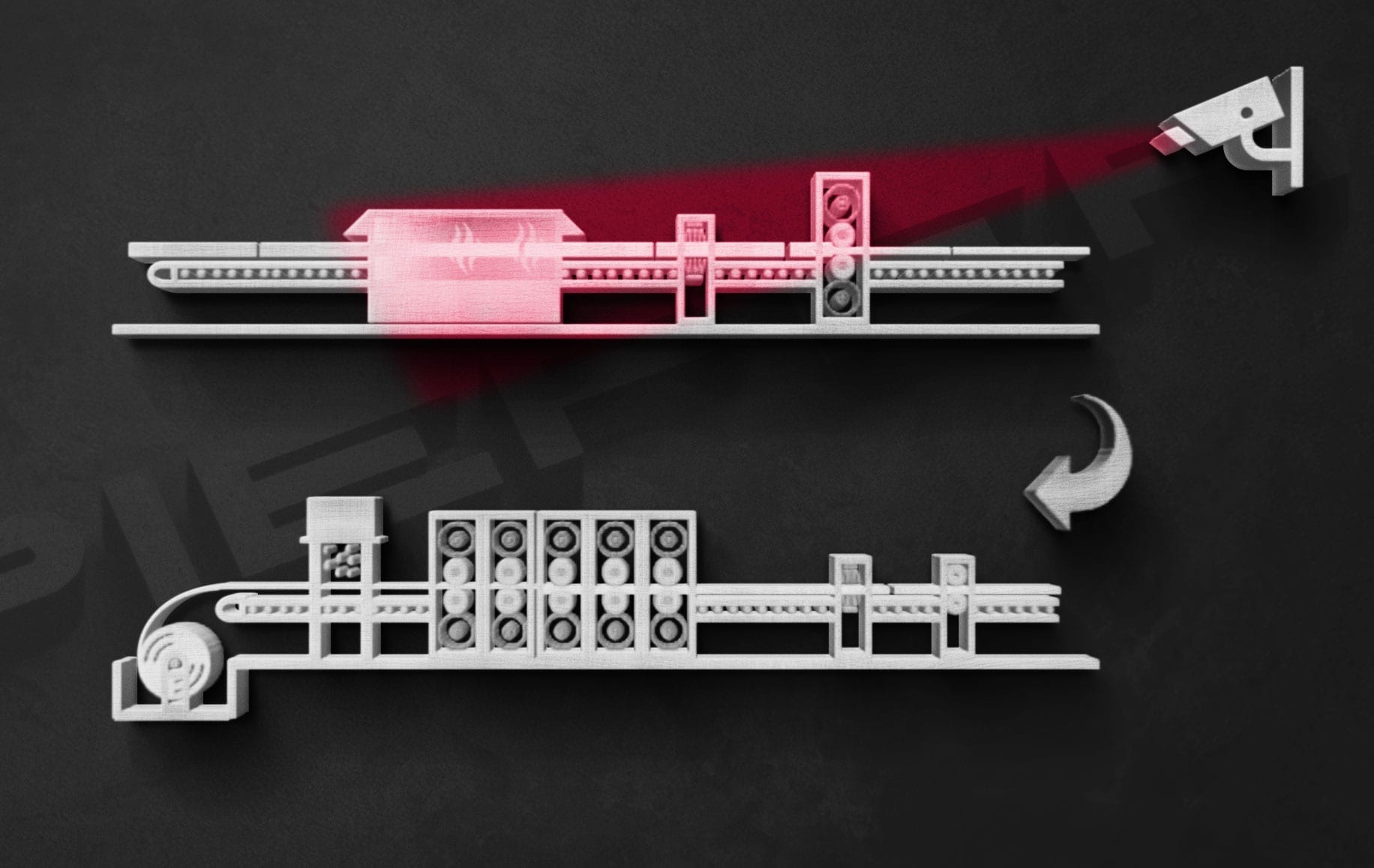
HORNO DE CALENTAMIENTO
En un horno de vigas móviles o de empuje, los desbastes se mueven de forma continua: desde el dispositivo de carga, el acero se introduce en el horno mediante un sistema de transporte, mientras que en un horno de vigas móviles esto se hace a través de vigas individuales y paralelas que levantan el desbastes mediante un movimiento ascendente y lo transportan horizontalmente una cierta distancia antes de volver a colocar el desbastes en el suelo del horno. Esto se repite en una especie de "línea de horno" hasta la máquina de descarga.
Para evitar el acuñamiento de las placas en su recorrido de transporte, se pueden utilizar aquí sondas de horno para observar el interior del horno. De este modo, el operario puede controlar con precisión dónde se vuelve a depositar el acero o cuándo se puede introducir un nuevo planchón en el horno.

WALZSTRASSE
Una vez calentado el acero, se transporta a través de varios rodillos y se reduce así al grosor deseado. Entre los distintos procesos de laminación, se puede observar la superficie de la banda en caliente mediante cámaras visuales para obtener indicaciones sobre la calidad. Si los defectos del material aparecen en una distancia mayor, puede ser un indicio de que la bobina está dañada y debe ser sustituida o reparada.
La posición más importante de la cámara es en el punto en el que la banda caliente ha pasado por el último rodillo, antes de que se enrolle en una bobina. Si se detectan defectos durante la inspección visual del material, la banda puede reintroducirse en la producción de acero o -en el caso de defectos menores- su calidad puede devaluarse y clasificarse como acero estructural, por ejemplo.
SISTEMA HASPEL
Tras la última pasada de laminación, el fleje caliente pasa por un lecho de enfriamiento para ser enrollado en una bobina en el bobinador. A continuación, las bobinas se atan y se marcan según su uso previsto.
Este proceso también puede observarse y documentarse de forma óptima mediante cámaras visuales de acompañamiento.








