
El galvanizado en caliente protege el acero de la intemperie y la corrosión.
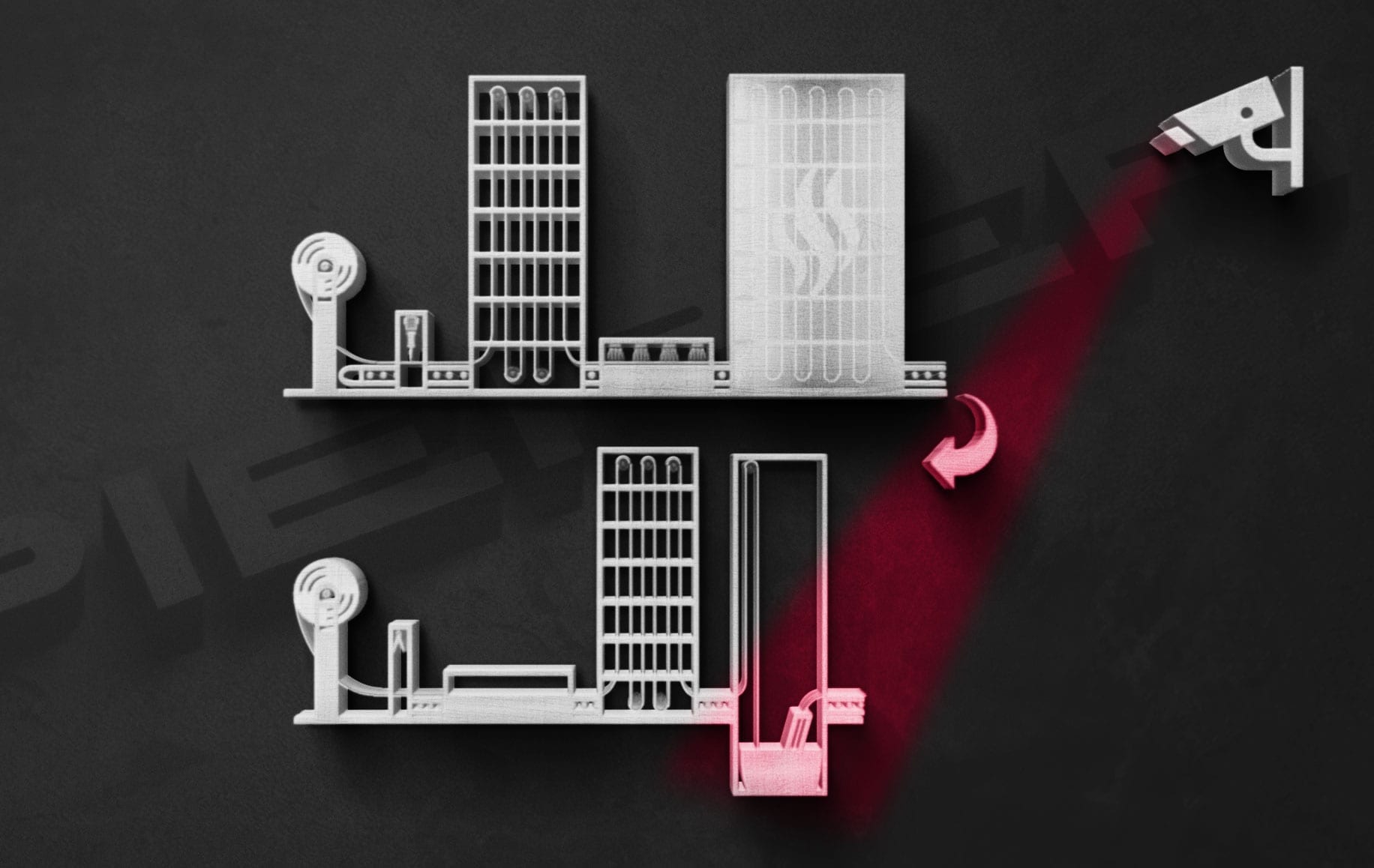
En el galvanizado en banda, las bobinas se desenrollan y se unen en una banda continua con la ayuda de una máquina de soldadura. Después de calentar la chapa en un horno continuo, el tratamiento de zinc propiamente dicho tiene lugar en un baño de fusión. Durante esta etapa de producción, se alcanzan velocidades de banda de hasta 220 metros por minuto antes de que la banda de acero se enrolle de nuevo en bobinas en la bobinadora.
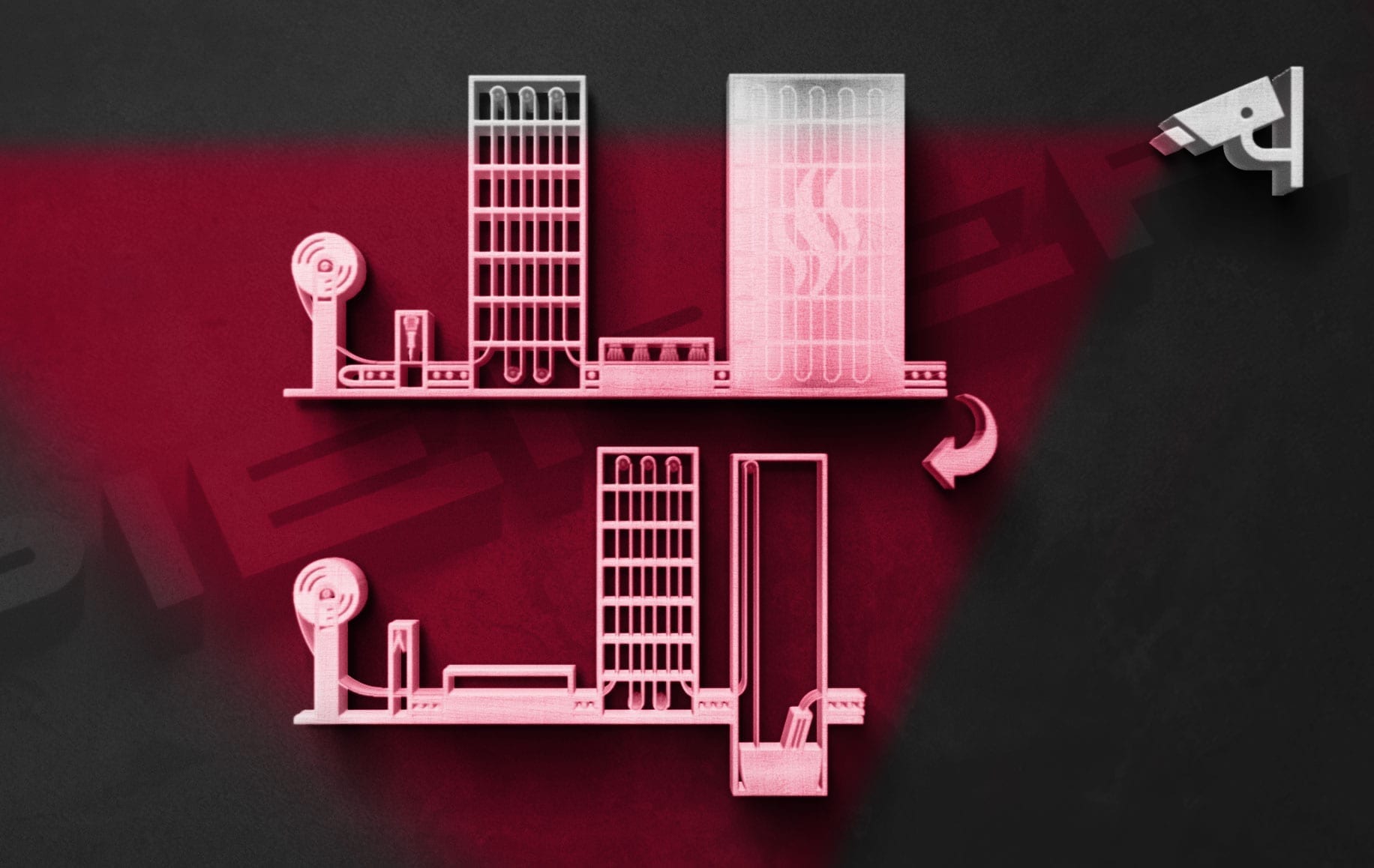
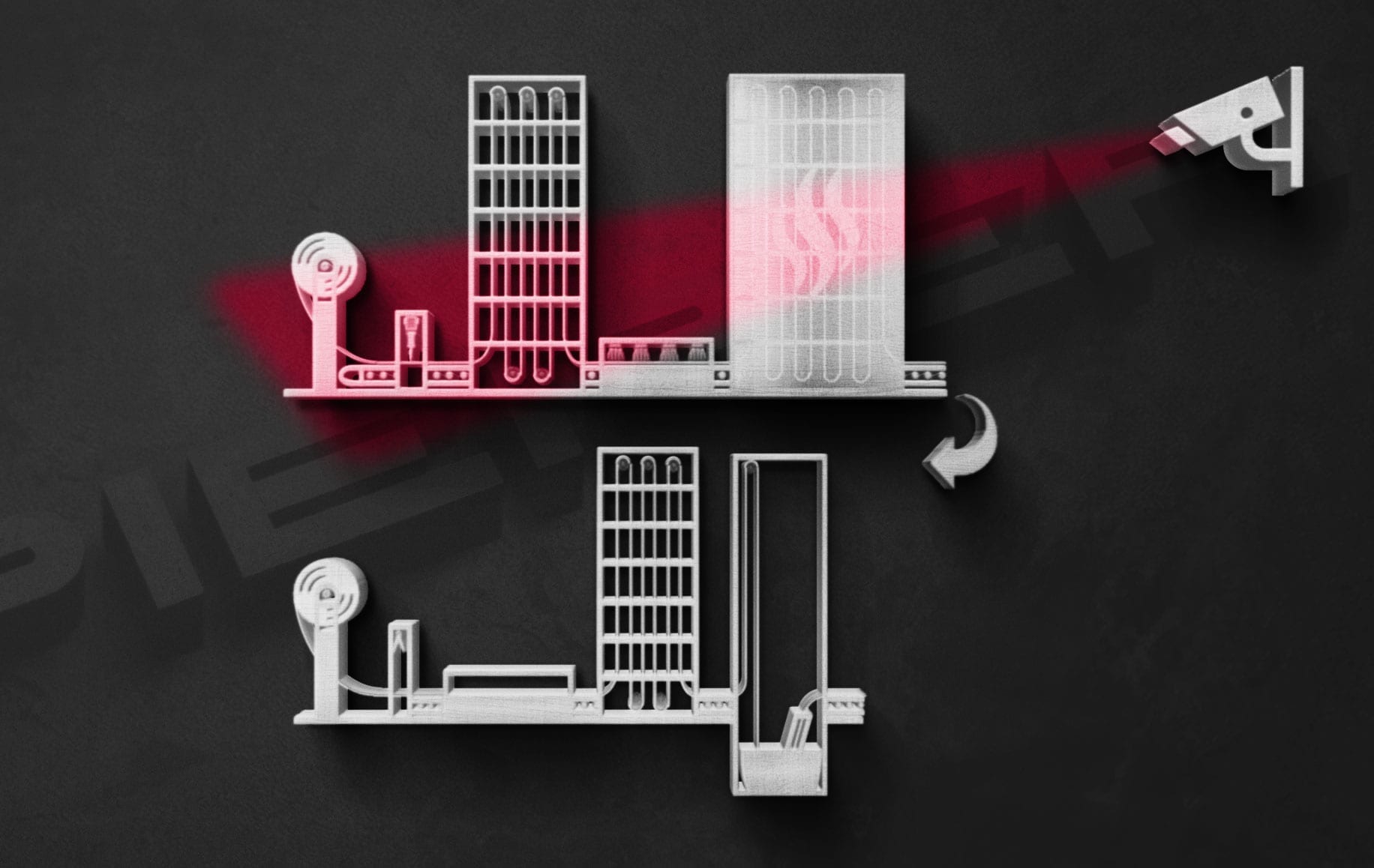
CÁMARAS DE VISIÓN GENERAL
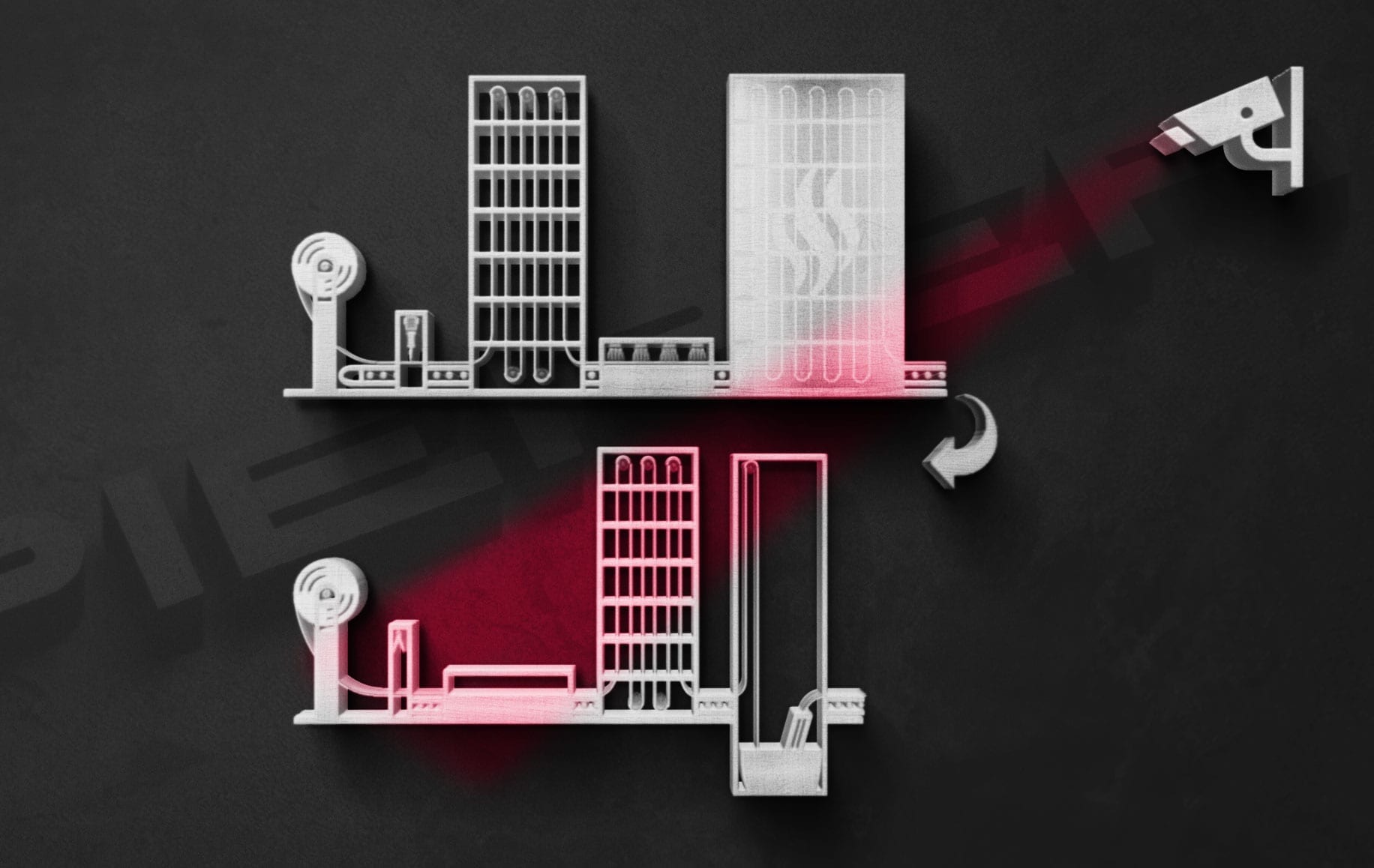
La supervisión del proceso, que se centra en el seguimiento y la evaluación detallados dentro de una cadena de producción, no debe dejar de lado la observación visual de toda la planta. Para ello, las cámaras de visión general se instalan de forma que proporcionen una imagen global de la producción en curso. Las imágenes generadas de este modo llegan al centro de control a través de una transmisión en directo, de modo que las averías que surjan puedan detectarse en una fase temprana y se disponga siempre de una visión general de toda la planta.
Además de evitar las costosas paradas de producción, el medio ambiente también se beneficia: un sistema de filtrado defectuoso, por ejemplo, puede detectarse más rápidamente, ya que un cambio en el color de los gases de escape suele indicarlo. La sala de control puede así tomar medidas inmediatas y contrarrestar los peligros.
Al mismo tiempo, el uso de cámaras de visión general aumenta la seguridad laboral del personal especializado que trabaja directamente en el equipo: La detección precoz de una avería, que el empleado in situ puede no percibir, reduce al mínimo el riesgo de accidente.

PRE-CONTROL / MÁQUINA DE SOLDAR
Ya durante el proceso de desenrollado, se comprueba si la cinta presenta defectos graves con la ayuda de cámaras visuales.
A continuación, el producto se une en la máquina de soldadura para formar una banda continua. La ejecución limpia del proceso de soldadura también se comprueba con la ayuda de cámaras visuales.
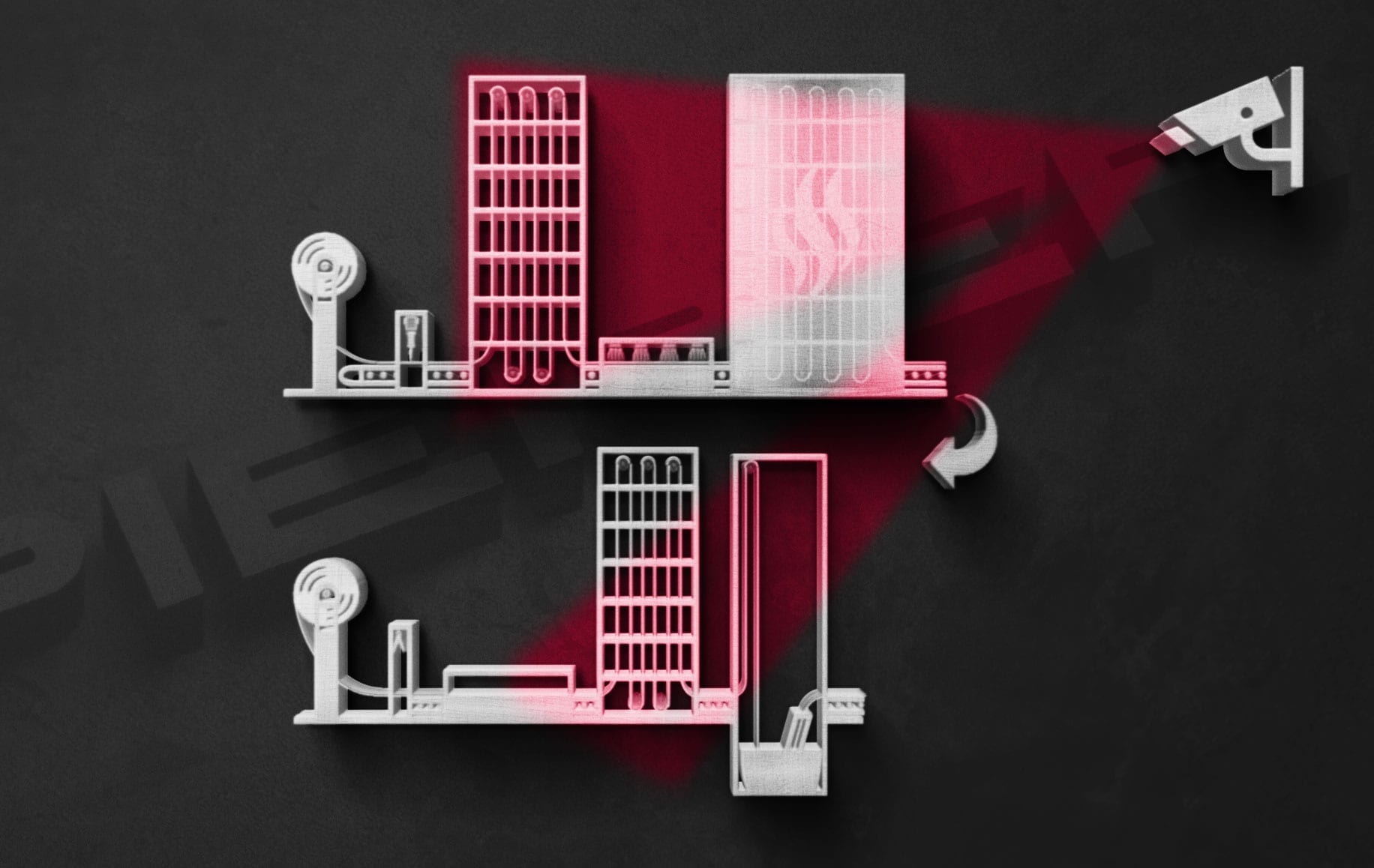
DEPÓSITOS DE ENTRADA Y SALIDA
Los sistemas de almacenamiento de entrada y salida se utilizan para almacenar la banda durante el proceso de soldadura y para la máquina de corte antes de que el producto galvanizado se vuelva a enrollar en bobinas. Las cámaras visuales se utilizan para comprobar que la hoja no se atasca ni se rompe, poniendo en peligro el proceso de producción continua.
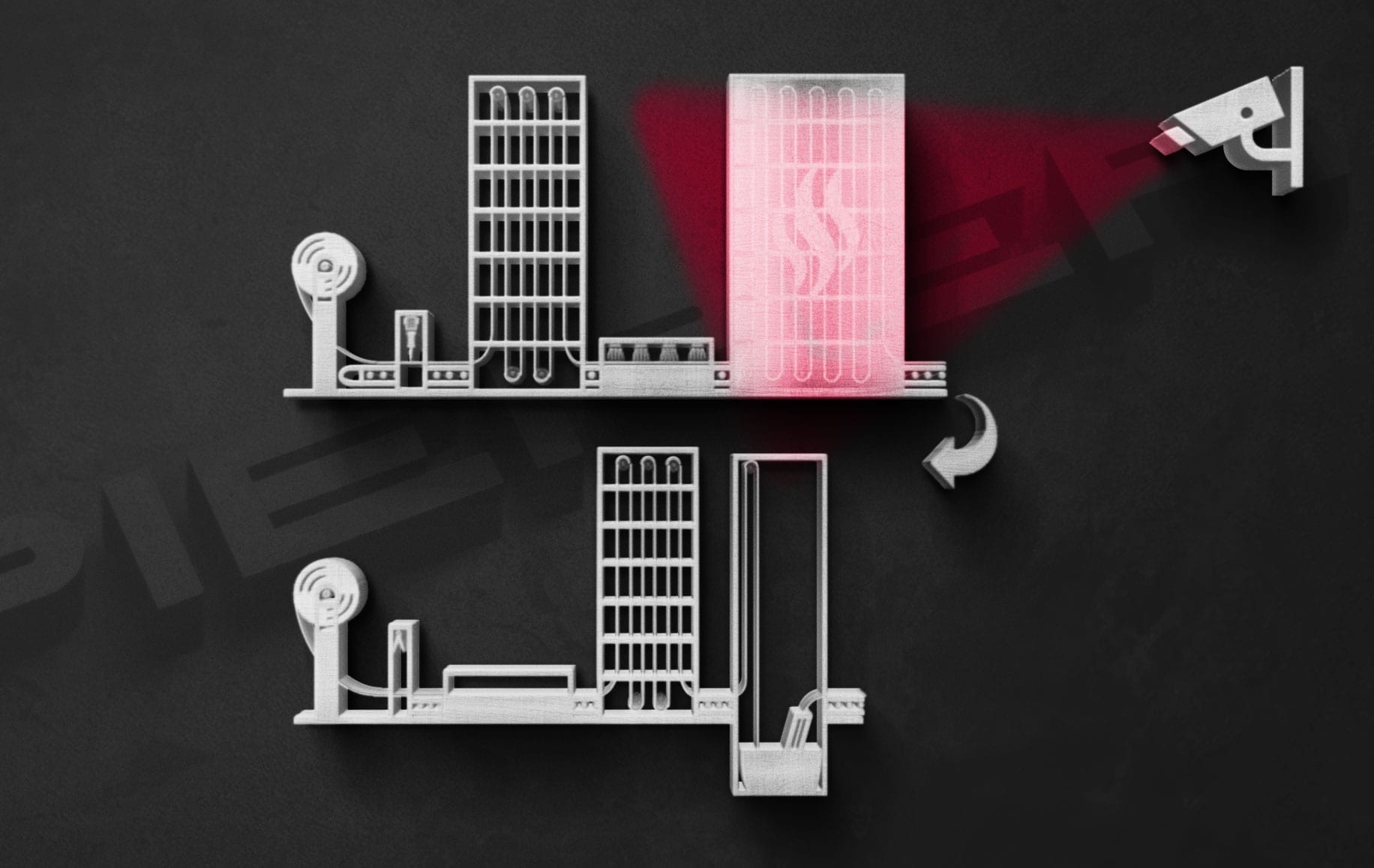
GLÜHOFEN
Antes de que el acero pueda adherirse a la capa de zinc, se calienta a una temperatura de entre 450 °C y 650 °C aproximadamente en un horno de precocción o continuo. Durante este proceso, las sondas del horno se utilizan para observar continuamente la posición de la banda. Además, debido a las escasas condiciones de iluminación, se utiliza una iluminación externa, ya integrada en una sonda o colocada por separado en el horno como sonda luminosa.


ZINKBAD
La cinta se introduce en el baño de zinc a través de una esclusa, el llamado tronco. Para que el acero se adhiera al zinc, el material se calienta a una temperatura comparable a la del baño de zinc bajo gas inerte y vacío.
Dado que durante este proceso pueden formarse escorias, la entrada de la cinta se observa mediante sondas especiales del horno. Al igual que en el horno de recocido, las condiciones de iluminación aquí también son muy deficientes, por lo que hay que recurrir a la iluminación externa.
INSPECCIÓN
Tras salir del baño de zinc, se lleva a cabo una primera inspección de la superficie mediante cámaras visuales. Tras la posterior medición del grosor de la capa, la banda sigue pasando por las mesas de inspección, donde los empleados llevan a cabo una inspección visual; para apoyar el control de calidad, el proceso puede observarse adicionalmente con cámaras visuales.
Al final de este proceso, la galvanización en caliente protege el fleje de acero de las posibles influencias de la intemperie y, por tanto, también de la corrosión.








